Autoren: Barbara Baudzus, Matthias Krebs, Edwin Lotter, Uwe Müller, Andre Bachmann, Jan Szczesny, Manfred Jäger, Harald Korn
Auszug aus “Wandlungsfähige Produktion”, 4.1 Technologie – Montagesysteme wandlungsfähig gestalten
Unter Berücksichtigung der Ergebnisse der Gestaltungsmethodik wurde ein fehlerresistentes Produktionssystem entwickelt. Bei EWM wurde dazu die Endkonfektionierung anhand einer Musterbaugruppe aufgenommen und zeitlich analysiert.
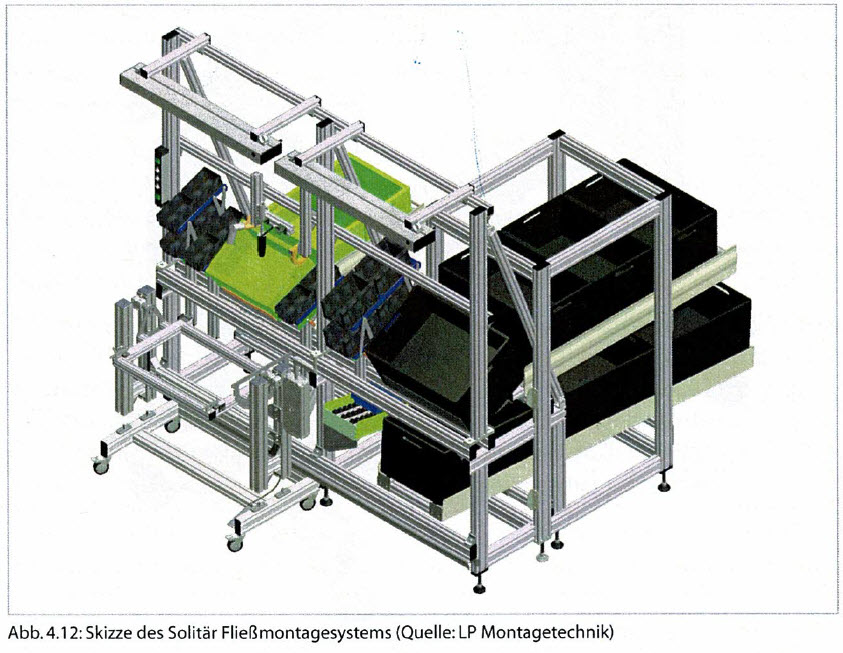 Das neue, wandlungsfähige System ist ein modular aufgebautes Solitär-Fließmontagesystem mit entsprechend gestalteter Bereitstellungsarchitektur sowie fahrbarem Werkstückwagen (s. Abbildung 4.12). Dabei muss der Inverter selbst nicht mehr mehrfach gehandhabt werden, was ohnehin aufgrund seines hohen Gewichtsergonomisch bedenklich ist. Bei dem vorliegenden Lösungsvorschlag ist lediglich der geringe Rollwiederstand des Werkstückwagens zu überwinden. Die Montage der Inverter erfolgt grundsätzlich nach dem One-Piece-Flow-Konzept.
Das neue, wandlungsfähige System ist ein modular aufgebautes Solitär-Fließmontagesystem mit entsprechend gestalteter Bereitstellungsarchitektur sowie fahrbarem Werkstückwagen (s. Abbildung 4.12). Dabei muss der Inverter selbst nicht mehr mehrfach gehandhabt werden, was ohnehin aufgrund seines hohen Gewichtsergonomisch bedenklich ist. Bei dem vorliegenden Lösungsvorschlag ist lediglich der geringe Rollwiederstand des Werkstückwagens zu überwinden. Die Montage der Inverter erfolgt grundsätzlich nach dem One-Piece-Flow-Konzept.
Gerade im Hinblick auf eine Montage von Produkten großer Teilevielfalt, mit mittleren und großen Bauteilabmessungen sowie hohem Eigengewicht der Bauteile kann dieses Montagesystem jederzeit an die Fertigungsabfolge angepasst werden. Es garantiert gleichzeitig die Bereitstellung möglichst aller Komponenten in den stationären Teilebereitstellungssystemen. So unterstützt die Montagelösung die Wandlungsfähigkeit in Bezug auf neu hinzukommende Bauteile oder Varianten im Wandlungsfall. Ihr modularer Aufbau erlaubt zudem jederzeit eine Erweiterung des Systems.
 Die Komponenten werden unter Berücksichtigung ergonomischer Maße bereitgestellt, wobei die Greifwege von der Bereitstellung bis zum jeweiligen Montagevorgang sowie zu den Prozesswerkzeugen kurz gehalten werden. Zeiten für nicht wertschöpfende Tätigkeiten können dadurch minimiert werden. Das Produkt wird auf einem ergonomisch höhenverstellbaren, fahrbaren Werkstückwagen (s. Abbildung 4.13) platziert und montiert. Der Werkstückwagen wird dabei manuell entlang der Montagestrecke zu dem Teilebereitstellungs- und Montagesystem geschoben und dort jeweils angedockt.
Die Komponenten werden unter Berücksichtigung ergonomischer Maße bereitgestellt, wobei die Greifwege von der Bereitstellung bis zum jeweiligen Montagevorgang sowie zu den Prozesswerkzeugen kurz gehalten werden. Zeiten für nicht wertschöpfende Tätigkeiten können dadurch minimiert werden. Das Produkt wird auf einem ergonomisch höhenverstellbaren, fahrbaren Werkstückwagen (s. Abbildung 4.13) platziert und montiert. Der Werkstückwagen wird dabei manuell entlang der Montagestrecke zu dem Teilebereitstellungs- und Montagesystem geschoben und dort jeweils angedockt.
Der Werkstückwagen wird während der Bearbeitung an den Arbeitsstationen in U-Profilen zwangsgeführt und kann durch Fußsperren zusätzlich arretiert werden. Alle für die Montage häufig benötigten Handwerks- und Wechselwerkzeuge (z. B. Akku-Pistolenschrauber) einschließlich der Kabelbinder werden in Bereitstellungsköchern direkt am Werkstückwagen befestigt und so immer mitgeführt.
Die einzelnen Teilebereitstellungssysteme sind in Aluminiumprofiltechnik gefertigt und verfügen jeweils über Arbeitsbeleuchtungen im Obergestell sowie über Steckdosenleisten. Leerbehälter können aus der Bereitstellungsarchitektur über Schwerkraftrollenbahnen, die unterhalb der Arbeitsebene angeordnet sind, zurückgeführt werden (s. Abbildung 4.12).
Die Bereitstellungssysteme sind so ausgelegt, dass die berechnete Menge der Bauteile für wenigstens eine Schicht bereitgehalten werden kann. Nach Kommissionierung im Zentrallager werden die einzelnen Komponenten an die Montagelinie geliefert und verbrauchsgesteuert durch einen Logistiknnitarbeiter bereitgestellt. Die Bereitstellung der Komponenten erfolgt größtenteils in Kleintransportbehältern (KLT) und mindestens im Zwei-Behälter-System. Die bereits vorhandenen Prozesswerkzeuge (z. B. Druckluftschraubwerkzeuge, Akku-Pistolenschrauber) könnten weiter verwendet werden. Zur besseren Absicherung der Prozesse, z. B. eine Überwachung der Drehmomente, wird z. B. der Einsatz von Elektroschraubern mit Drehmomentüberwachung und zur internen Steuerung der Montagelinie die Nutzung diskreter Schnittstellen empfohlen.
Im Folgenden wird die Wandlungsfähigkeit dieses Solitär-Fließsystems aufgrund der wesentlichen Unterschiede bei der Montage des neu entwickelten Einheitsinverters nachgewiesen. Dazu steht zunächst die Bereitstellungsarchitektur im Fokus, die eine Montage von Invertervarianten ermöglicht. Anschließend werden das Solitär-Fließsystem für die Montage des Einheitsinverters dargestellt und die wesentlichen Unterschiede zwischen den Breitstellungsarchitekturen herausgearbeitet.
Lösungsumsetzung
Die Konzeptionierung und Ausarbeitung der einzelnen Bereitstellungen erfolgte anhand der Prozessaufnahmen bei EWM sowie mit Hilfe der MTM-Analysen und der Analyse der Stücklisten.
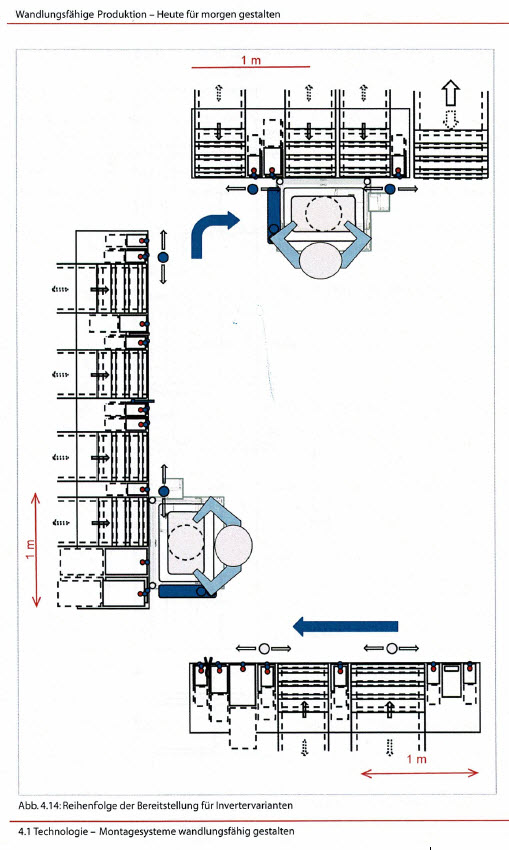 Abbildung 4.14 zeigt das Layout mit der Bereitstellung für die Montage von Invertervarianten. Es sind drei Bereitstellungsmodule zu sehen, an denen sich die Mitarbeiter in Pfeilrichtung entlangbewegen, und die Inverter montieren.
Abbildung 4.14 zeigt das Layout mit der Bereitstellung für die Montage von Invertervarianten. Es sind drei Bereitstellungsmodule zu sehen, an denen sich die Mitarbeiter in Pfeilrichtung entlangbewegen, und die Inverter montieren.
Zu Beginn der Montage scannt der Mitarbeiter den Fertigungsauftrag ein und fixiert das Bodenblech auf dem fahrbaren Werkstückwagen. Der Wagen verfügt über eine Dreheinheit, um den Inverter von allen Seiten bearbeiten zu können. Die Bereitstellungselemente sind so positioniert, dass eine 180°-Drehung des Inverters auf dem Werkstückwagen möglichst zwischen den Elementen erfolgt, um die optimalen ergonomischen Abstände zu der Bereitstellungsarchitektur zu erhalten.
Elektrische Schrauber können über Galgen mit Balancern entlang der Bereitstellungsarchitektur in Führungsschienen am Obergestell geführt und so an der jeweilig im Montageablauf vorgesehenen Stelle bereitgehalten werden.
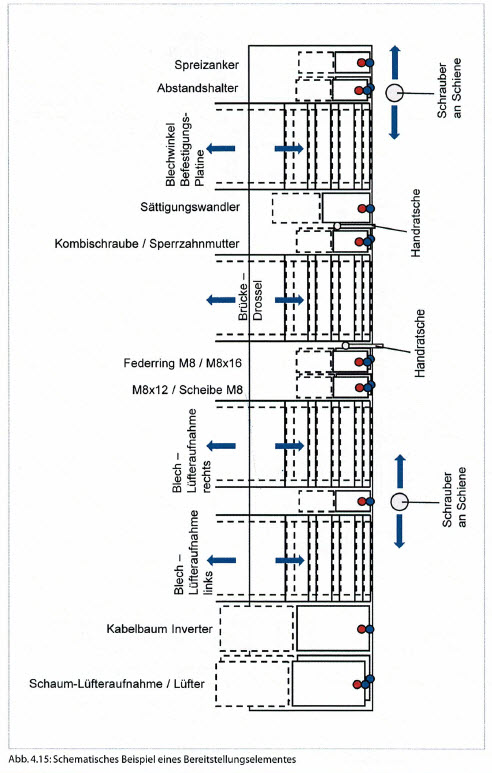 In Abbildung 4.15 ist beispielhaft ein Bereitstellungselement in der Draufsicht gezeigt. Es soll verdeutlicht werden, dass das Material in Montagereihenfolge auf den Bereitstellungselementen angeordnet ist.
In Abbildung 4.15 ist beispielhaft ein Bereitstellungselement in der Draufsicht gezeigt. Es soll verdeutlicht werden, dass das Material in Montagereihenfolge auf den Bereitstellungselementen angeordnet ist.
Der wesentliche Unterschied bei der Montage des Einheitsinverters ist, neben der Vereinheitlichung der Verbindungselemente, eine konsequente Aufteilung in Unterbaugruppen sowie eine deutlich vereinfachte Montage. Für das System bedeutet das in erster Linie eine Vereinfachung der Module durch mehr Gleichteile. Das gesamte Montagesystem kann durch eine neue Anordnung der bereits vorhandenen Bereitstellungseinheiten für die Montage des Einheitsinverters umgerüstet werden. Dazu ist nur eine geringe Investition für einzelne neue, zusätzlich benötigte Bereitstellungseinheiten erforderlich. Die Systemelemente können leicht neu konfiguriert werden.
Der Arbeitsinhalt der einzelnen Prozesse in den Bereitstellungselementen wurde so definiert, dass entweder ein Mitarbeiter den gesamten Ablauf entlang der Bereitstellungseinheiten montiert oder aber zwei Mitarbeiter sich den Arbeitsinhalt teilen können. Dabei ergeben sich verschiedene Aufstellungsvarianten in U-, L-, oder I-Form.
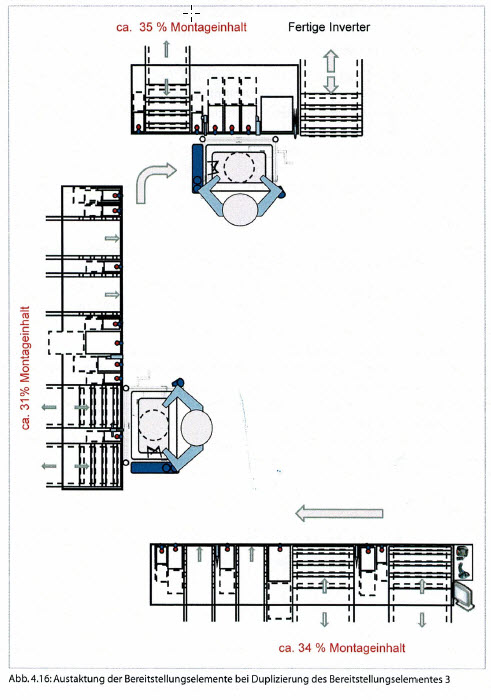 Durch Duplizierung von Bereitstellungselementen und Einsatz weiterer Mitarbeiter kann bei der Montage wandlungsförderlich auf die zu produzierende Menge des Inverters reagiert werden (s. Abbildung 4.16). In Zeiten gesteigerten Ausbringungs-bedarfs kann die Leistung bei der Montage des Einheitsinverters jederzeit durch Einsatz weiterer Werker in der Solitär-Fließmontage erhöht werden. Indem Arbeitsinhalte aufgeteilt und in weitere Werkstückwagen investiert wird, kann somit schnell auf die zu produzierende Menge Einfluss genommen werden.
Durch Duplizierung von Bereitstellungselementen und Einsatz weiterer Mitarbeiter kann bei der Montage wandlungsförderlich auf die zu produzierende Menge des Inverters reagiert werden (s. Abbildung 4.16). In Zeiten gesteigerten Ausbringungs-bedarfs kann die Leistung bei der Montage des Einheitsinverters jederzeit durch Einsatz weiterer Werker in der Solitär-Fließmontage erhöht werden. Indem Arbeitsinhalte aufgeteilt und in weitere Werkstückwagen investiert wird, kann somit schnell auf die zu produzierende Menge Einfluss genommen werden.
Anwendung der Gestaltungsmethodik
Nach einer erfolgreichen Anwendung der Bewertungsmethodik im Rahmen eines Workshops bei Mahr wurde identifiziert, dass Wandlungsfälle in den Dimensionen Stückzahl, Produktvariante und Lieferzeit zu erwarten sind. Mit Hilfe dieser Ergebnisse wurde in einem nächsten Schritt die Soll-Ausprägung der Charakteristika des Montagesystems definiert.
Abbildung 4.21 gibt eine kurze Zusammenfassung der Ergebnisse der Durchführung der Gestaltungsmethodik.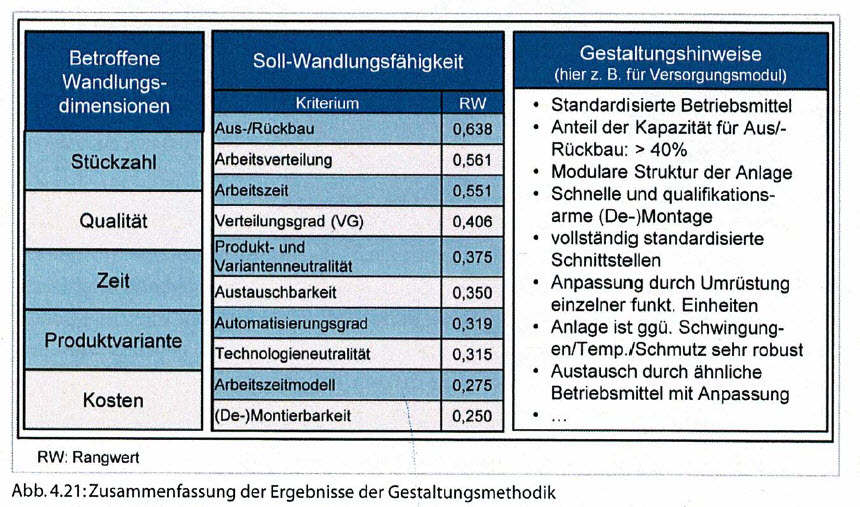
Die detaillierte Betrachtung der Charakteristika ergibt, dass der Bereich Skalierbarkeit von besonderer Bedeutung ist. Des Weiteren rückt die Universalität mit der Produkt- und Variantenneutralität in den Fokus. Ziel ist somit, ein System zu entwickeln, welches skalierbar und zugleich schnell auf verschiedene Varianten umrüstbar ist. Außerdem soll das System hinsichtlich der verwendeten Betriebsmittel in der Teilefamilie Vorschubgeräte austauschbar, d. h. modular aufgebaut sein. Aus der ebenfalls durchgeführten Umfeldanalyse ist zudem hervorgegangen, dass es bei der Ausgestaltung der Sub-Gestaltungselemente durchaus einige Restriktionen zu beachten gibt, die auf den Anwendungskontext der feinwerktechnischen Montage zurückzuführen sind. So soll beispielsweise das Funktionsmodul einen sehr stabilen Stand haben, damit der Mitarbeiter die schwierigen Montagetätigkeiten störungsfrei durchführen kann. Dies wird zur Folge haben, dass das Funktionsmodul ortsfest ist und die Versorgungsmodule entsprechend austauschbar gestaltet werden.
Neben dem modularen, die Skalierbarkeit unterstützenden Charakter der Systemelemente und den bestehenden Rahmenbedingungen, gelten die allgemeinen Zielgrößen für die Gestaltung von Montagesystemen. Gemeint sind damit ein möglichst geringer Bedarf für Umrüst- und Bestückungszeiten, eine Optimierung der Durchlaufzeit und eine effiziente Durchführung von einzelnen Füge- und Montageprozessen.
Da es sich bei dem Anwendungsbeispiel von Mahr um die Neuplanung eines wandlungsfähigen Montagesystems handelt, waren die Schritte lst-Wandlungsfähigkeit ermitteln und Soll-lst-Abgleich an dieser Stelle nicht erforderlich. Es konnte unmittelbar mit der Lösungsentwicklung begonnen werden.
Zunächst werden beispielhaft die Gestaltungshinweise für das Versorgungsmodul vorgestellt. Teilweise ähneln sie den vorgenannten Vorschlägen im Anwendungsbeispiel EWM, was dadurch zu begründen ist, dass manche der Gestaltungslösungen in jedem Fall die Wandlungsfähigkeit und damit verschiedene Systemeigenschaften unterstützen (s. Abbildung 4.21).
In den folgenden Abschnitten wird die unter Berücksichtigung dieser Gestaltungshinweise entwickelte Lösung vorgestellt.
Lösungsentwicklung — Konzeptionierung rekonfigurierbarer Prozessmodule
Im Rahmen der Lösungsentwicklung galt es zunächst, für das Produkt SD 26 eine Prozessaufnahme sowie eine Analyse der Stücklisten durchzuführen. Hierdurch konnten die Montageprozesse definiert sowie diesen die jeweiligen Gleich- und Variantenteile zugeordnet werden. Je nach Verwendungshäufigkeit konnte so eine geeignete Montagereihenfolge und damit die Bereitstellungsarchitektur festgelegt werden.
Darüber hinaus wurde eine MTM-Planungsanalyse für die primären und sekundären Montagetätigkeiten durchgeführt. Neben den darüber ermittelten Zeitanteilen gibt es bei Mahr produktbedingt einen hohen Anteil weiterer Arbeiten, die im Forschungsprojekt als tertiäre Tätigkeiten definiert wurden. Ergänzend zu den bekannten primären und sekundären Montagevorgängen werden als tertiäre Tätigkeiten diejenigen bezeichnet, die ungeplant, aufgrund mangelnder Qualität von Komponenten und Baugruppen, für Nacharbeit (z. B. Entgraten, Nachfeilen, Aufreiben) oder erhöhten Montageaufwand (z. B. zusätzliches Einpressen, Verkleben) während des Montagevorgangs sorgen und durch das Montagepersonal erbracht werden müssen.
Diese Aufwendungen werden als wertschöpfungsneutral bezeichnet, da sie nicht direkt dem nicht-wertschöpfenden Sekundäraufwand zuzuordnen sind. Im Rahmen der Arbeitssystemgestaltung und der damit einhergehenden zeitwirtschaftlichen Erfassung sind tertiäre Tätigkeiten nicht planbar und können demzufolge nicht in den Montagewirkungsgrad gemäß der Primär-/Sekundäranalyse einfließen. Dennoch sind sie für die Gestaltung des Montagesystems erforderlich, da die Zeitanteile bei der Zuweisung der Arbeitsinhalte auf unterschiedliche Stationen berücksichtigt werden müssen.
 Die Montage des mobilen Oberflächenmessgerätes SD 26 teilt sich auf in
Die Montage des mobilen Oberflächenmessgerätes SD 26 teilt sich auf in
- Vormontage der Baugruppen Grundkörper, Antriebseinheit, Schlitten, Hebel und Motor,
- Montage der Baugruppen Höhenverstellung und Vorschubgerät sowie
- Endmontage.
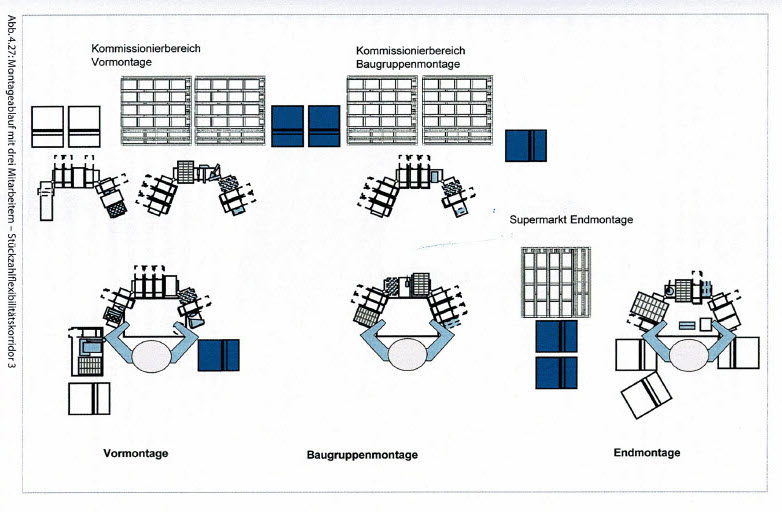
Die auf Basis der Produktstrukturierung entwickelte Lösung für das Montagesystem sieht modular aufgebaute Grundarbeitsplätze mit entsprechend gestalteten, permutiven Prozessmodulen vor. Die Montage der mobilen Oberflächenmessgeräte erfolgt in definierten Abschnitten der Vormontage, der Baugruppen-Montage sowie der Endmontage grundsätzlich an einem oder mehreren Grundarbeitsplätzen in Abhängigkeit vom erforderlichen Flexibilitätskorridor.
Die einzelnen Abschnitte sind durch Supermärkte entkoppelt(s. Abbildung 4.22).
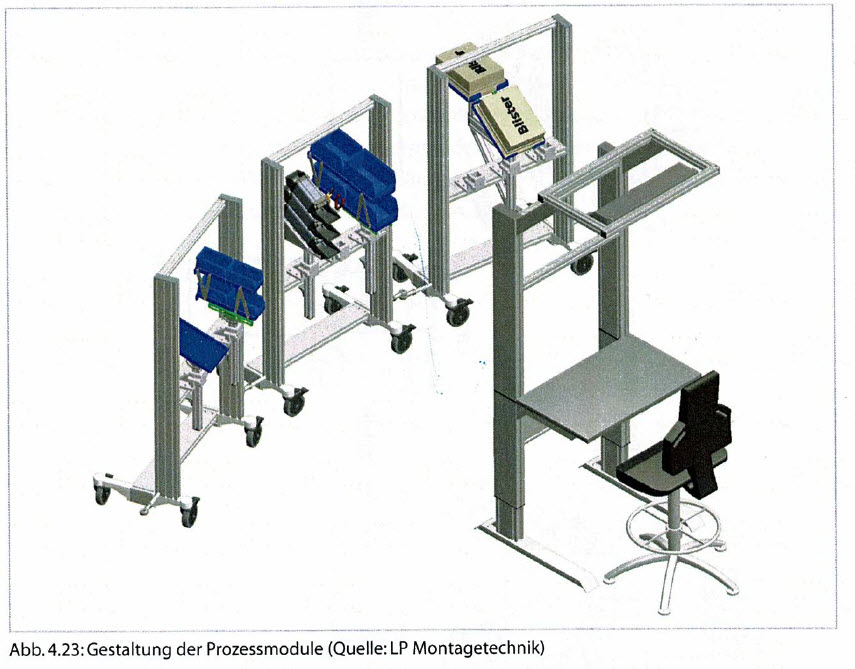
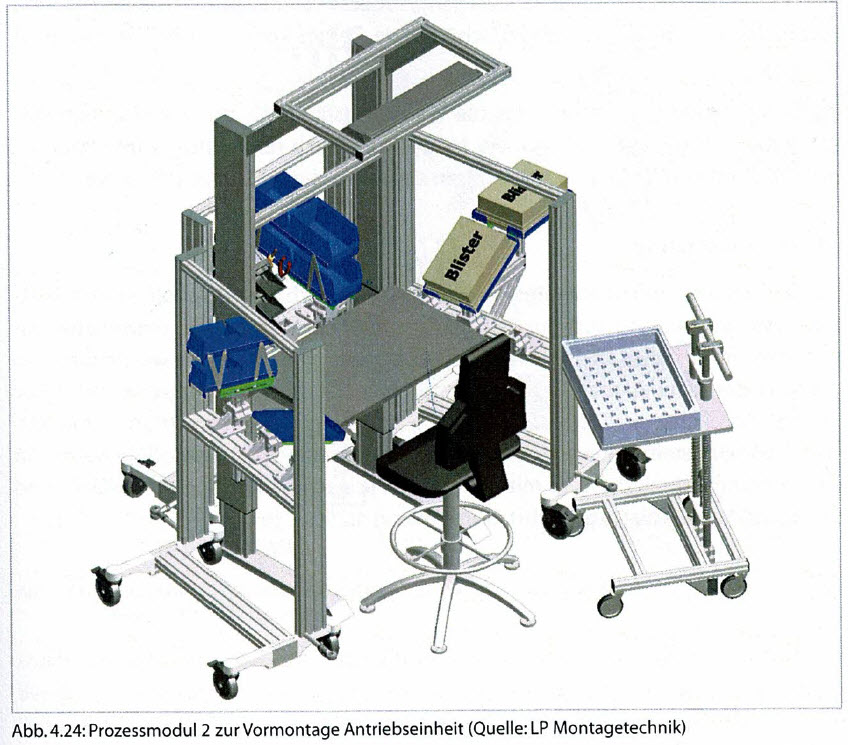
Die Prozessmodule sind verfahrbar und werden zur Montage der betreffenden Baugruppe an den Grundarbeitsplatz geschoben sowie angedockt. Durch Fußsperren können sie zusätzlich arretiert werden. Die für die Montage der Baugruppe benötigten Handwerkzeuge, Montagehilfsmittel und Werkstückaufnahmen werden in Ablagen der Prozessmodule je nach Baugruppe bereitgehalten und so dem Grundarbeitsplatz zugeführt. Der Mitarbeiter kann den Bereitstellungsblock mit dem Handwerkzeug und dem Montagehilfsmittel am Grundarbeitsplatz ablegen. Zur sicheren Platzierung von Montagevorrichtungen sind auf dem Grundarbeitsplatz Arretierungsstifte vorgesehen. Die baugruppenabhängigen Aufnahmen und Vorrichtungen werden durch den Mitarbeiter angebracht. Die fahrbaren Prozessmodule verfügen zudem über manuell arretierbare Drehgelenke, um die Flügel in ihrer Position einschwenken zu können. So werden weitgehend ergonomische Abstände sowie optimierte Greifwege zwischen den bereitgestellten Komponenten und dem jeweiligen Fügeort ermöglicht (s.Abbildung 4.23 und Abbildung 4.24).
 Die Grundarbeitsplätze werden aus Aluminiumprofiltechnik gefertigt und verfügen jeweils über eine Arbeitsbeleuchtung im Obergestell, eine Steckdosenleiste und eine beleuchtete Lupe. Darüber hinaus wurden auch die Prozesse, wie Pressen oder die Nutzung des Wärmeofens zum Aushärten von Klebern, in das System integriert. Diese Betriebsmittel können auf einem Wagen seitlich angeordnet werden. Die Stromversorgung erfolgt über die Steckdosenleiste am Grundarbeitsplatz. Fertig montierte Baugruppen werden in KLT auf einem Montagewagen abgelegt. Die KLT werden nach dem First In-First Out-Prinzip im Supermarkt nahe der Grundarbeitsplätze eingelagert (KLT zum Staubschutz mit Deckel) und jeweils passend zur weiteren Montage dem Grundarbeitsplatz
Die Grundarbeitsplätze werden aus Aluminiumprofiltechnik gefertigt und verfügen jeweils über eine Arbeitsbeleuchtung im Obergestell, eine Steckdosenleiste und eine beleuchtete Lupe. Darüber hinaus wurden auch die Prozesse, wie Pressen oder die Nutzung des Wärmeofens zum Aushärten von Klebern, in das System integriert. Diese Betriebsmittel können auf einem Wagen seitlich angeordnet werden. Die Stromversorgung erfolgt über die Steckdosenleiste am Grundarbeitsplatz. Fertig montierte Baugruppen werden in KLT auf einem Montagewagen abgelegt. Die KLT werden nach dem First In-First Out-Prinzip im Supermarkt nahe der Grundarbeitsplätze eingelagert (KLT zum Staubschutz mit Deckel) und jeweils passend zur weiteren Montage dem Grundarbeitsplatz
 Die fahrbaren, permutiven Prozessmodule werden in einer Bereitstellungszone, je nach Baugruppe, in der Reihenfolge des Montageablaufes eingerüstet. Ausgehend von der herkömmlichen Bereitstellungssystematik kann für die Bereitstellung der Komponenten auch eine komplett neue Anordnung der einzelnen Bereitstellungseinheiten auf den jeweiligen Prozessmodulen gewählt werden. Dazu werden der Aufbauten in eine Hülse steckbar befestigt. So kann die komplette Bereitstellungseinheit schnell und einfach auf die Behälterart umgerüstet und die Komponenten an den benötigten Montageablauf angepasst werden. Gerade im Hinblick auf eine Fertigung von Produkten in großer Teilevielfalt und kleinen Bauteilabmessungen kann das Montagesystem jederzeit an wirtschaftlich optimierte Losgrößen angepasst werden. Der modulare Aufbau der permutiven Prozessmodule erlaubt zudem jederzeit eine Erweiterung und Anpassung des Systems an sich wandelnde Bedarfe.
Die fahrbaren, permutiven Prozessmodule werden in einer Bereitstellungszone, je nach Baugruppe, in der Reihenfolge des Montageablaufes eingerüstet. Ausgehend von der herkömmlichen Bereitstellungssystematik kann für die Bereitstellung der Komponenten auch eine komplett neue Anordnung der einzelnen Bereitstellungseinheiten auf den jeweiligen Prozessmodulen gewählt werden. Dazu werden der Aufbauten in eine Hülse steckbar befestigt. So kann die komplette Bereitstellungseinheit schnell und einfach auf die Behälterart umgerüstet und die Komponenten an den benötigten Montageablauf angepasst werden. Gerade im Hinblick auf eine Fertigung von Produkten in großer Teilevielfalt und kleinen Bauteilabmessungen kann das Montagesystem jederzeit an wirtschaftlich optimierte Losgrößen angepasst werden. Der modulare Aufbau der permutiven Prozessmodule erlaubt zudem jederzeit eine Erweiterung und Anpassung des Systems an sich wandelnde Bedarfe.
Nach dem Prinzip der Verbrauchssteuerung werden alle für die Montage der Baugruppe benötigten Komponenten (auf den Bereitstellungseinheiten) in passende Behälter eingerüstet. Die dafür vorgesehenen Bereitstellungseinheiten sind so ausgelegt, dass die berechnete Menge der Bauteile für mindestens einen Versorgungszyklus bereitgehalten werden kann. Die Komponenten werden so vorgehalten, dass die Greifwege zwischen Montagevorgang, Prozesswerkzeugen und Bereitstellung kurz gehalten werden. Nicht wertschöpfende Zeiten können dadurch minimiert werden.
Diese Montagelösung unterstützt die Wandlungsfähigkeit bei der Montage dieser Produkte und schafft zudem die Möglichkeit, auch noch unbekannte Bauteile, Arbeitsschritte oder zukünftige Varianten einfach in den Ablauf zu integrieren.
Lösungsumsetzung
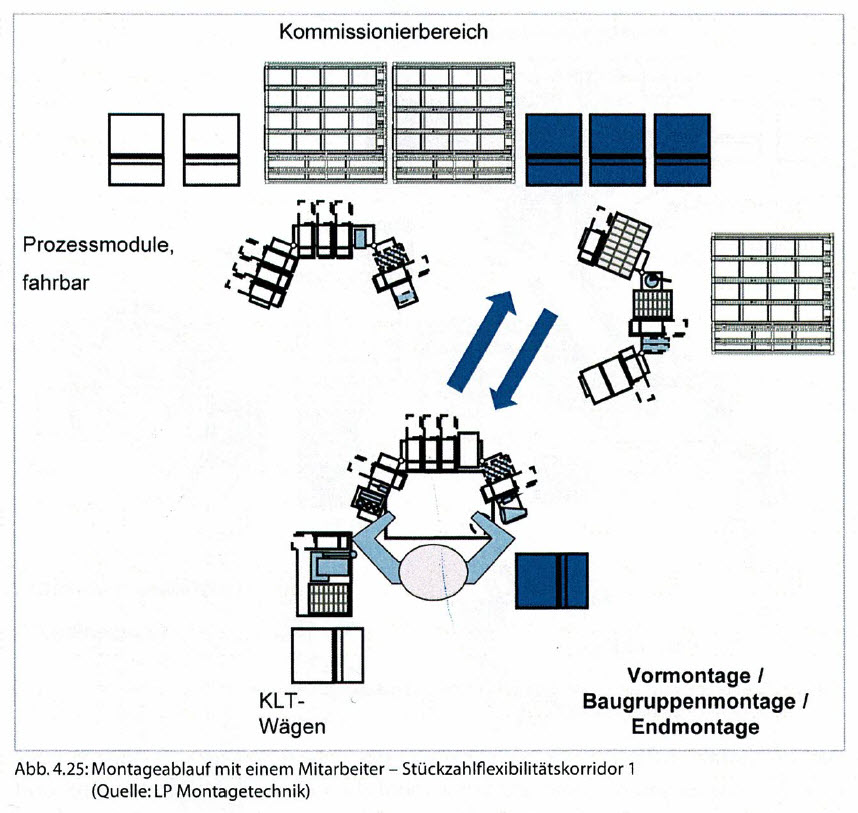 Im Rahmen eines Serienanlaufes bei Mahr wurde durch die Personalbedarfsermittlung festgelegt, dass vorerst nur ein Mitarbeiter für die Montage der einzelnen Komponenten erforderlich ist. Der Arbeitsinhalt der einzelnen Prozesse wurde dabei so definiert, dass ein Mitarbeiter den gesamten Ablauf alleine durchführen kann. Daher genügen zunächst ein Grundarbeitsplatz und drei fahrbare Prozessmodule mit entsprechenden Bereitstellungselementen. Die betreffenden Prozessmodule werden in einem Kommissionierbereich mit Supermarkt je nach Baugruppe eingerüstet und dem Grundarbeitsplatz zugeführt (s. Abbildung 4.25).
Im Rahmen eines Serienanlaufes bei Mahr wurde durch die Personalbedarfsermittlung festgelegt, dass vorerst nur ein Mitarbeiter für die Montage der einzelnen Komponenten erforderlich ist. Der Arbeitsinhalt der einzelnen Prozesse wurde dabei so definiert, dass ein Mitarbeiter den gesamten Ablauf alleine durchführen kann. Daher genügen zunächst ein Grundarbeitsplatz und drei fahrbare Prozessmodule mit entsprechenden Bereitstellungselementen. Die betreffenden Prozessmodule werden in einem Kommissionierbereich mit Supermarkt je nach Baugruppe eingerüstet und dem Grundarbeitsplatz zugeführt (s. Abbildung 4.25).
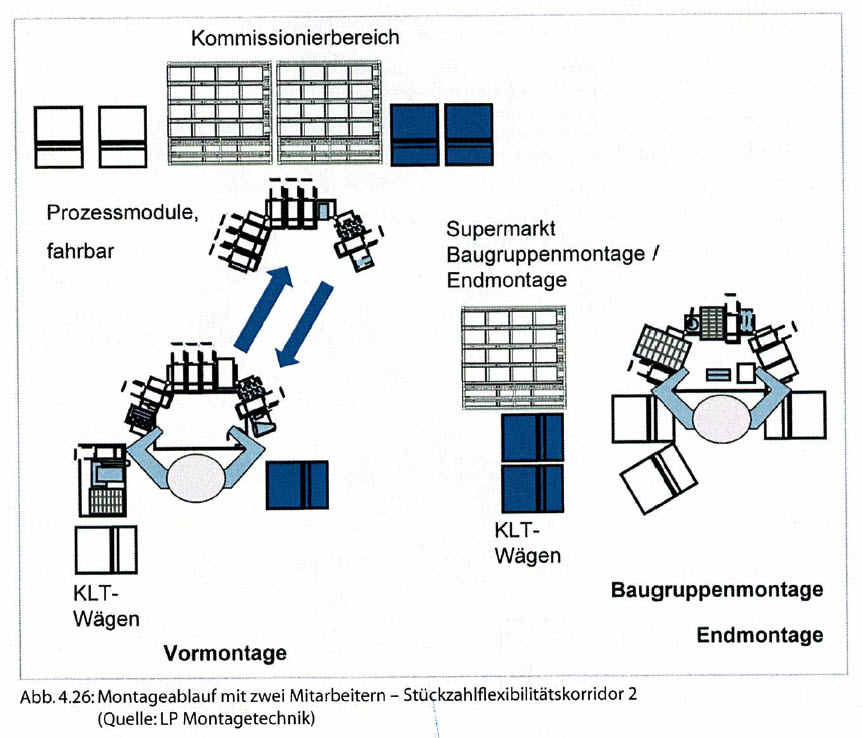 Durch weitere Grundarbeitsplätze, Prozessmodule und entsprechend gestaltete Bereitstellungselemente kann, unter Einsatz weiterer Mitarbeiter, wandlungsförderlich auf die zu produzierende Menge der mobilen Oberflächenmessgeräte Einfluss genommen werden. Das System ist darauf aufbauend in großem Maße skalierbar und kann auch z.B.an den in Abbildung 4.20 gezeigten Stückzahlkorridor angepasst werden (s. Abbildung 4.26 und Abbildung 4.27).
Durch weitere Grundarbeitsplätze, Prozessmodule und entsprechend gestaltete Bereitstellungselemente kann, unter Einsatz weiterer Mitarbeiter, wandlungsförderlich auf die zu produzierende Menge der mobilen Oberflächenmessgeräte Einfluss genommen werden. Das System ist darauf aufbauend in großem Maße skalierbar und kann auch z.B.an den in Abbildung 4.20 gezeigten Stückzahlkorridor angepasst werden (s. Abbildung 4.26 und Abbildung 4.27).
Das Umgestalten der Prozessmodule sowie die unterschiedliche Bestückung der Bereitstellungssegmente beim Rüsten ermöglichen einen schnellen Wechsel und damit eine Montage in wirtschaftlichen Losgrößen selbst bei kleinen Stückzahlbedarfen. Durch eine schnelle Anpassung in der Bestückung der Prozessmodule kann aufwandsarm auf sich ändernde Abläufe in der Montage, Änderungen von Komponenten oder auf eine Variantenbildung reagiert werden. Somit ist der gesamte Montageablauf rekonfigurierbar. Bei unerwartet sinkenden Stückzahlen ermöglicht diese Lösung zudem, die Module auch für andere Produkte zu verwenden.