Bruno Lotter, Diter Spath, Peter Baumgartner
Auszug aus “Primär-Sekundär-Analyse”, 5.3.1.2 Auswirkung auf die Gestaltung von Montagekonzepten und ihrer Wirtschaftlichkeit
Wie sich ein gewähltes Montageprinzip auf den Montagewirkungsgrad und somit auf die Wirtschaftlichkeit auswirken kann, wird an dem folgenden Beispiel dargestellt:
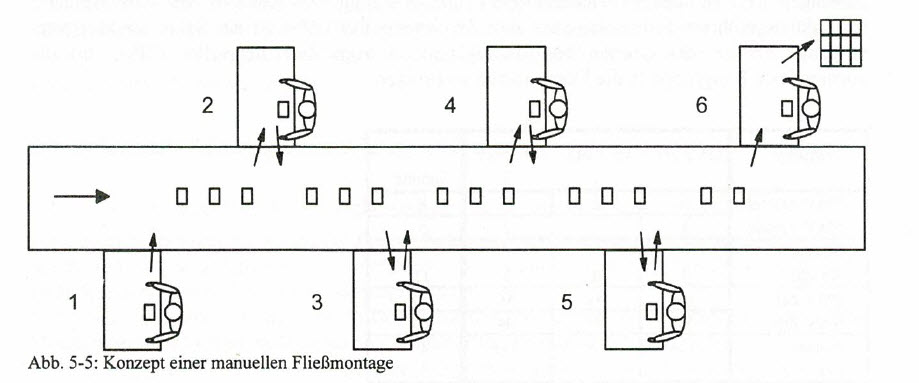
Ein feinwerktechnisches Produkt mit einer Montagekomplexität von 35 Vorgängen wird aufgrund der geforderten Leistung auf einer Fließmontageanlage in Skelettbandanordnung nach Abb. 5-5 montiert. Der Arbeitsinhalt ist auf sechs manuelle Montageplätze verteilt. Der Transport des Montageobjektes erfolgt durch ein Förderband in ungeordnetem Zustand. Bei diesem gewählten Montageprinzip entsteht an jedem Einzelmontageplatz ein hoher Aufwand an Sekundär-Montagevorgängen durch das Handhaben des Montageobjektes vom und zum Transportband. Da eine zeitlich einheitliche Zuordnung auf die einzelnen Montageplätze nicht möglich ist, entstehen Taktausgleichzeiten, die ebenfalls einen Sekundäraufwand darstellen. (SAta)
Die Taktausgleichzeit ta ist die Differenz zwischen der Taktzeit tT der Fließmontage an der Tätigkeitszeit tT der in der Anlage integrierten Einzelarbeitsplätze und errechnet sich wie folgt:

mit n = Anzahl der Arbeitsplatze
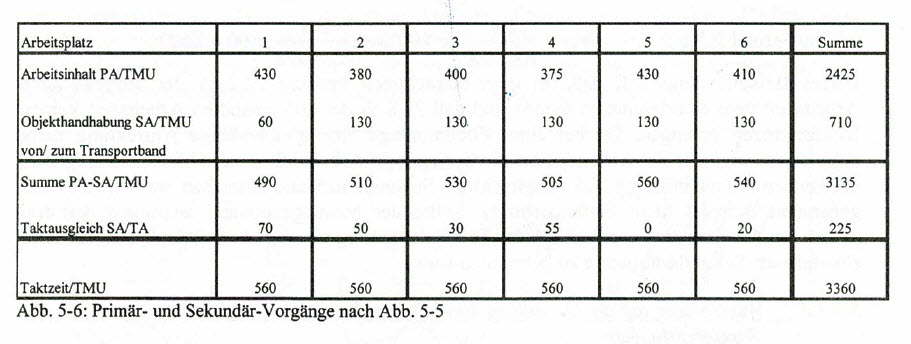
Aus Abb. 5-6 geht hervor, daß für diese Montageabläufe aufgrund des gewählten Montageprinzips 710 TMU Sekundäraufwand für die Handhabung des Montageobjektes vom und zum Transportband und 225 TMU Sekundäraufwand für Taktausgleichzeiten anfallen. Dabei errechnet sich ein Montagewirkungsgrad von:

Lösungsansatz zur Verbesserung des Montagewirkungsgrades und der Montagezeitreduzierung
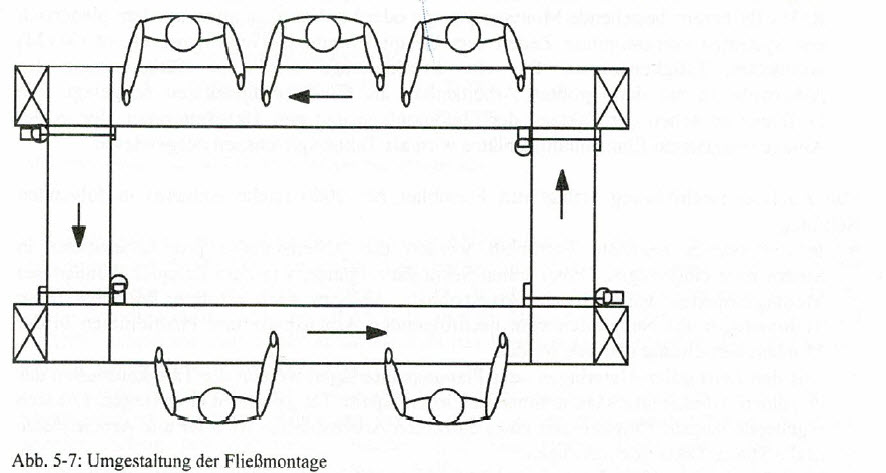 Das im Beispiel nach Abb. 5-5 gewählte Montageprinzip erreicht einen Montagewirkungsgrad von 72%, das heißt, daß 28 % des Aufwandes keine Wertschöpfung erbringen. Aus Abb. 5-6 geht ferner hervor, daß die reine PA-Zeit von 2425 TMU = 87 sec. sich auf eine Gesamtmontagezeit von 3360 TMU = 121 sec. pro montiertem Produkt erhöht. Als Lösungsansatz zur Verbesserung des Montagewirkungsgrades und somit zur Reduzierung der Gesamtmontagezeit bietet sich der Einsatz einer Doppelgurtband-Anordnung nach Abb. 5-7 anstelle der Skelettband-Anordnung nach Abb. 5-5 an. Dabei wird das Montageobjekt in einem Werkstückträger automatisch von Montagearbeitsplatz zu Montagearbeitsplatz gefördert, der geordnete Zustand erhalten und der Anteil von Sekundär-Montage-Vorgängen mit 710 TMU kommt in Wegfall. Dadurch wird es möglich, die Zuordnung der 35 Montagevorgänge ohne Leistungsverlust auf nur fünf Montagearbeitsplätzen vorzunehmen.
Das im Beispiel nach Abb. 5-5 gewählte Montageprinzip erreicht einen Montagewirkungsgrad von 72%, das heißt, daß 28 % des Aufwandes keine Wertschöpfung erbringen. Aus Abb. 5-6 geht ferner hervor, daß die reine PA-Zeit von 2425 TMU = 87 sec. sich auf eine Gesamtmontagezeit von 3360 TMU = 121 sec. pro montiertem Produkt erhöht. Als Lösungsansatz zur Verbesserung des Montagewirkungsgrades und somit zur Reduzierung der Gesamtmontagezeit bietet sich der Einsatz einer Doppelgurtband-Anordnung nach Abb. 5-7 anstelle der Skelettband-Anordnung nach Abb. 5-5 an. Dabei wird das Montageobjekt in einem Werkstückträger automatisch von Montagearbeitsplatz zu Montagearbeitsplatz gefördert, der geordnete Zustand erhalten und der Anteil von Sekundär-Montage-Vorgängen mit 710 TMU kommt in Wegfall. Dadurch wird es möglich, die Zuordnung der 35 Montagevorgänge ohne Leistungsverlust auf nur fünf Montagearbeitsplätzen vorzunehmen.
Abb. 5-8 zeigt die Ermittlung des Primär-Sekundär-Aufwandes dieser Lösung nach Abb. 5-7
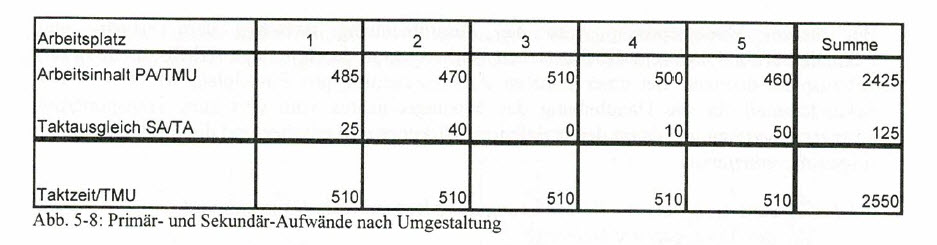
Mit dem aufgezeigten Montageprinzip reduziert sich gegenüber dem Montageprinzip nach Abb. 5-5 die Gesamtmontagezeit von 3360 TMU = 121 sec. auf 2550 TMU = 91,7 sec.
Der Montagewirkungsgrad erhöht sich dabei von 72% auf 95 %.